
中心議題:
- 電連接器檢測機原理介紹和限制速度的分析
- 改進方案的硬件設計
- 改進方案的軟件設計及其實現
電連接器是在電子系統中器件與器件之間進行電氣連接和信號傳遞的主要部件,其質量的好壞將直接影響電子系統的正常工作,特別是應用在航空系統上的電連接器要求有更高的質量保證,為中航集團專業生產電連接器的某公司開發了一臺自動對電連接器質量進行檢測的設備,以保證電連接器的質量,應用兩年 多來很好地保證了產品質量,但隨著制造業規模化系統化的轉型,電連接器的需求量大量增加,隨著電連接器產量的增加,要求對檢測速率進行提高,以適應生產的要求。
1 電連接器檢測機原理介紹和限制速度的分析
自動檢測機檢測機構簡圖如圖1所示,通過把直徑為600 mm的回轉工作臺均分為16個工位,間斷工作。
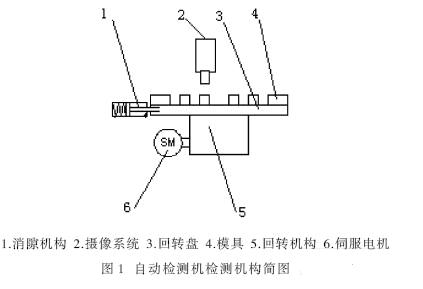
其具體工作過程為當工件被放到模具中,由伺服帶動回轉機構把工件轉到攝像系統的下方,停止后由消隙機構進行消隙,然后由攝像系統進行檢測,檢測 結果由攝像系統返回到控制系統,控制系統進行系統地協同控制。
因為電連接器的檢測主要是檢測連接器壓板中連接簧片的變形、缺失和鍍銅暗淡等,所以系統中采用的檢測傳感器為OMRON的F500視 覺傳感器,由照相機拍照后對檢測區域進行檢測。
由其工作原理可知影響檢測機檢測速率的因素主要有:
(1)回轉盤轉動一個工位的時間。回轉時間為從一個工位轉動到另一個工位的時間,這段時間主要由伺服電機所用的控制曲線和最高速度決定,但是由 于回轉盤的轉動慣量較大,回轉速度越高,停止時沖擊越大,造成機器的震動也越大。
(2)消隙機構的工作時間。由于回轉盤停止時的沖擊造成回轉機構中渦輪與蝸桿之間產生了間隙,所以這段時間主要是消隙機構消除間隙的時間。
(3)攝像系統處理時間。主要是攝像系統由拍照到處理出結果的時間,這主要由檢測時的判斷的模板數量和檢測方法決定,所以對于同一種產品如果采 用相同的檢測方案,處理時間是固定的。
(4)檢測的誤檢率。檢測誤檢率為在檢測中把合格產品判斷為不合格產品的概率,對于電連接器的檢測公司要求檢測誤差率要控制在3%以內。影響誤 檢率的因素中有攝像系統中檢測策略的制定、模版制作和檢測時機器震動,當模版制作完成后,主要的因素就是機器的震動造成的攝像系統誤判。
從以上分析可知,要提高檢測速率,需要減小回轉時間和消隙時間,如果只是簡單地提高轉速來減少回轉時間又會造成檢測率的加大,所以對于這樣一個 互相牽連的系統,在提高轉速的同時需要一個好的控制策略,如果可以減小機器停止時的沖擊,可以去除消隙機構。
2 改進方案的硬件設計
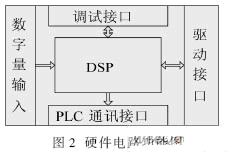
根據以上的分析,對控制系統在硬件進行了改進設計,把原來的PLC控制的伺 服驅動系統改為用單獨的一塊由高速DSP控 制芯片TMS320F2812構成的伺服控制系統來代替。由于TMS320F2812主要是用于電機控制的控制芯片,所以它有豐富的控制模塊,如EVA和EVB模 塊,這兩個事件管理模塊帶有正交輸入接 口,所以采用這種芯片可以簡化硬件設計,保證電路的穩定。其硬件電路功能模塊如圖2所示。
[page]
通過通訊接口伺服控制板與PLC進行通訊,協同實施控制,伺服控 制電路完成對伺服電機驅動器的驅動,數字量輸入電路主要接收一些開關信 號,如原點搜索信號和限位開關信號,調試接口電路主要是接按鍵和LCD顯 示,為電路板在現場調試時使用,驅動接口主要是驅動伺服電機和接收伺服電機碼盤的輸入信號,實現閉環控制。
3 改進方案的軟件設計及其實現
3.1 軟件的主要功能模塊
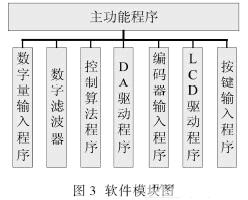
軟件功能模塊如圖3所示。軟件設計中,為了提高控制精度,對功能模塊進行了改進,對用于控制的模塊以中斷的形式運行,主要有DA驅動程序和控制 算法程序,對于實時性不強的程序放到主循環中,進行定時運行,這樣可以減少伺服控制周期,提高實時性,從而保證控制高精度。
3.2 控制算法的設計
由于回轉盤作間歇運動,并且由于回轉盤是采用高精度的數控加工中心完成的,所以回轉盤上16個工位的模具均分在圓周上,各模具之間有很小的誤 差,所以伺服電機每工位的旋轉碼數相差只有一個dti,這使得伺服電機的控制曲線可以預先規劃好,并計算出各工位相差dti把數據存儲于DSP的內部FLASH中。
伺服電機的控制曲線常用的有梯形曲線和多項式的S形曲線,梯形控制曲線在加速度變化處的加加速度為無窮大,所以梯形控制曲線在控制電機時,起動 和停止會有很大的沖擊和震動。3次多項式S形曲線的加速度是有一定階躍,但其應用于電機的控制時,已經能夠很好的減小沖擊和震動。
在本設計中,由于回轉盤轉動慣量較大,并且具有間歇運動的特點,在設計中,除了設計了常用的梯形控制曲線和3次多項式S形曲線外,又設計有三角函數構成的S形曲線。
其加加速度設計為:

其圖形如圖4所示。
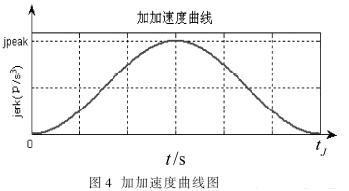
這樣的加加速度曲線能夠很好地減少啟動的沖擊、超調和振動。
所以以此設計完整的S曲線的加加速度為:
[page] 
其圖形如圖5所示。
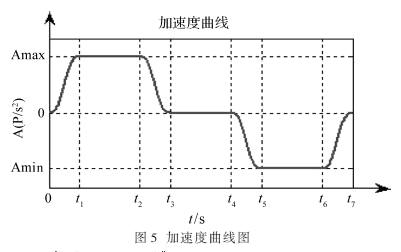
速度為加速度的積分,即:
由于回轉盤上各工位是等分的,所以在設計控制算法時,讓t1-0=t2-t3=t5-t4=t7-t8=k,t2-t1=t6-t5=p,這里 把k和p作為常數,對于回轉盤加工誤差的補償,可以調整t=t4-t3;
3.3 控制算法的實現
TMS320F2812的引導ROM存 儲器中保留48KB供IQMath表使用,其中有1 282個字的空間存儲的是正弦/余弦表,采用Q浮點格式,能夠快速、高精度地完成三角函數的計算,所以用DSP這個特有的功能編寫三角函數S曲線,能夠滿 足高精度和高速的的要求。
在CCS工程中應該做的有:
在*.c文件中添加
#include''''''''''''''''''''''''''''''''IQmathLib.h''''''''''''''''''''''''''''''''
#define GLOBAL_Q 10
在庫文件夾中添加IQmath.lib,并且在配置文件中添加
IQmathTables : > BOOTROM, PAGE = 0
IQmath : > PRAMH0, PAGE = 0
編寫程序時,對sin( )和cos( )函數應調用_IQsin()和_IQcos()函數,乘積和除法應調用_IQmpy( )和_IQdiv( )。
4 實驗效果
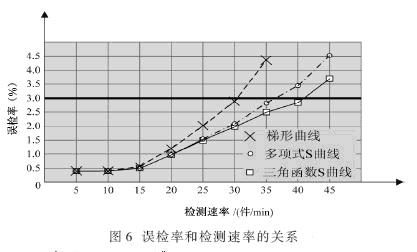
在應用現場分別對三種控制曲線進行了實驗,實驗得出的圖表如圖6所示。
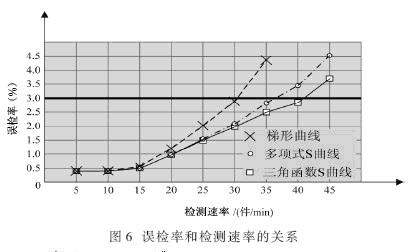
從上圖可知當采用梯形控制曲線進行控制時,當檢測速率到30 件/min時,檢測誤檢率就達到了3%,而3次多項式S曲線和三角函數S曲線分別是在36 件/min和42 件/min,所以三角函數S曲線在檢測中更能很好地減小沖擊和震動,所以采用此種方案,可以提高檢測速率,為企業創造更大的效益。


